By Paul J. Richter, Frank J. Bottari, David C. Wong
.jpg)
.jpg) Co-firing of screen-printed metallizations is the most common method used in the production of commercial crystalline solar cells. Thick-film pastes of silver and aluminum are applied to the back side of the cell while another silver composition is printed on the front to serve as the collector grid. The process to co-fire these three components is key in determining the cell efficiency. The methodology of metallization firing has been essentially unchanged for the last 20 years. Recently, advances in materials and firing equipment have prompted detailed experimental exploration into high-speed co-firing processes.1) Co-firing of screen-printed metallizations is the most common method used in the production of commercial crystalline solar cells. Thick-film pastes of silver and aluminum are applied to the back side of the cell while another silver composition is printed on the front to serve as the collector grid. The process to co-fire these three components is key in determining the cell efficiency. The methodology of metallization firing has been essentially unchanged for the last 20 years. Recently, advances in materials and firing equipment have prompted detailed experimental exploration into high-speed co-firing processes.1)
Historically, silver pastes have required temperatures over 830°C and relatively long firing times for complete etching of silicon nitride Anti-Reflective Coatings (ARC). New pastes that are available today with improved frit glass compositions require peak firing temperatures as low as 780°C and are effectively fired with a spike profile. The primary advantage of spike firing is the short firing duration time which prevents the silver paste glass frit from over penetrating and re-crystallizing into an insulating glass layer between the silver contact and the silicon surface. This results in a reduction of shunting or junction degradation. In addition, the series resistance produced by spike firing is comparatively lower.2), 3), 4)
Experimentally we have found that the peak temperature for silver sintering has a relatively wide process window and is not negatively affected by a short firing time. On the other hand, the Al:BSF formation has a narrow process window and is highly dependent on the paste constituents. This is in agreement with data previously reported by Hoornstra, et al.5)
Standard firing profiles used in the industry with heating and cooling rates of 60-100°C/sec provide adequate conditions for the formation of an acceptable back surface field during aluminum alloying. Increased rates of 200°C/sec and greater result in improved silver contact formation but is not optimal for back surface field formation. We report here a study of fire-through metallization at spikes up to 400°C/sec and the effect on back surface field formation (Figure. 1).
.jpg)
Our best cell results to date with this process have yielded 18.8% efficiency with a 1.63 second firing exposure (156 mm CZ cell).
Experimental
This study focused on the influence that aluminum BSF forming pastes have on cell performance in a high-speed solar cell spike co-firing process. The lamp type infrared conveyor furnace used for this work was capable of conveyor belt speeds of up to 460 inches per minute and was fitted with a high watt density spike firing section. The 8 inch-long firing zone was configured to run at a constant fixed power output of 15 kilowatts on top lamps and 15 kilowatts on the bottom lamps. The radiation emission wavelength at this power condition is reported by the lamp manufacturer to be 1.06 μm. This power setting was chosen to explore a maximum ramp rate condition and no attempt was made in this study to optimize the radiation emission. Conveyor belt speed and therefore firing time was varied. Binder burnout temperature was kept fixed at 390°C, but burnout time varied naturally from 18 to 8 seconds with increasing belt speed.
Four aluminum BSF paste compositions were used which included three commercially available pastes (Pastes ‘A’, ‘B’, and ‘C’) and a simple experimental paste produced in our lab which consisted of spherical aluminum powder, cellulosic resin and organic vehicle, but contained no frit glass or other additives (Paste ‘D’).
Complete 156 mm CZ solar cells were produced utilizing a single silver conductor paste for the front surface collector grid. A single lot of commercial textured ARC wafers was used for all processing.
All pastes were screen printed using 200 mesh screens (both front and rear metallizations).
To investigate the physical structure of the co-fired Al BSF, etch delineated cross section samples were prepared and analyzed with optical microscopy.
Results and Discussion
Using this co-fire method, firing times (total time in the firing zone) can be reduced to less than two seconds. As shown in Figure 2, high fill factors can be achieved at very short firing exposures indicating good silver contact formation. At these reduced firing exposures, it is expected that silicon lattice damage and silver conductor frit glass over penetration would be minimized.
At the lower firing exposures which are favorable for the silver contact formation, there is generally a corresponding loss of Voc which is attributed to non-optimal co-firing of the Al:BSF (Figure 3). Voc of Al pastes (A) and (B) followed similar trends throughout the firing exposure series. Paste (B) produced the best Voc of the series at 632mV and showed a positive offset from paste (A) of approximately 20mV. Paste (C) followed a unique, almost linear downward trend through the firing series. Paste (D) without frit glass, was a uniformly poor performer indicating virtually no BSF formation occurred.
Cell efficiency (Figure 4) through the firing series also reflected the influence of the different aluminum pastes. Paste (B) which produced the highest Voc also yielded the highest efficiency (18.8%). Pastes (A) and (C) followed similar trending with Voc. Paste (D) showed low cell efficiency consistent with a poorly formed BSF.
Short circuit current (Figure 5) showed good agreement with Voc data for pastes (A), (B) and (E). The measurements for paste (C) were incongruous and will be investigated with further experimentation.
.jpg)
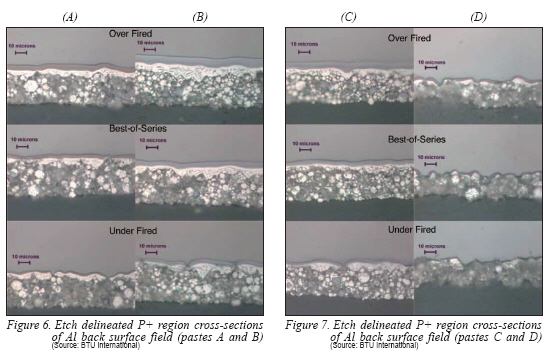
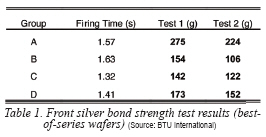
Etch delineated cross section specimens of the aluminum-silicon interface (Figures 6, 7) illustrate structures consistent with the Voc measurement results. Best performer paste (B) produced the thickest BSF through all firing conditions.
For all pastes, the ‘Over Fired’ condition, which occurred as the silver was over fired and shunted the cell, produced the thickest Al:BSF and alloyed region. The ‘Best-of-Series’ condition indicated the best cell performance and showed the extent of BSF formation in a firing condition optimized for silver contact formation. The ‘Under Fired’ condition was a firing exposure too short for adequate silver firing. All paste types produced relatively thin, discontinuous BSF layers in the under fired condition.
Paste (D) containing no frit glass, produced thin, non-uniform BSF layers with minimal alloying throughout the firing series. The appearance of the aluminum-silicon interface produced by Paste (D) is indicative of poor wetting of aluminum to the silicon and suggests the necessity of using frit glass additives to act as a fluxing agent in rapid co-firing. In the under fired condition, virtually no BSF was formed.
 Solder bond strength testing was performed on the best-of-series wafers from each of the four experimental groups. All bond strength tests ended with silicon pulling out. The test results indicated acceptable front silver adhesion and solderability for cells processed with very short firing exposures (Table 1). Solder bond strength testing was performed on the best-of-series wafers from each of the four experimental groups. All bond strength tests ended with silicon pulling out. The test results indicated acceptable front silver adhesion and solderability for cells processed with very short firing exposures (Table 1).
Conclusions
-Sharp spike firing is preferred for silver contact formation.
-Fast cooling after firing arrests silver penetration resulting in high shunt resistance, leading to high fill factor and cell efficiency.
-As sharper spike co-firing processes are developed, Al paste formulation plays a critical role in BSF formation, leading to high Voc and cell efficiency.
-Fluxing additives are important in Al paste formulation for sharp spike to enable fast BSF formation and improve Voc.
Paul J. Richter is Solar Applications Specialist; Frank J. Bottari, Ph.D., is Director of Solar Applications; and David C. Wong, Ph.D., is Chief Solar Scientist at BTU International (www.btu.com).
REFERENCES
1) F. Bottari, et al., “High-ramp industrial firing processes for the metallization of crystalline silicon solar cells” 35th IEEE PVSC, Honolulu, HI June 2010 pp. 1315-1317
2) G. Grupp et. al., “Peak Firing Temperature Dependence of the Microstructure of Ag Thickfilm Contacts on Silicon Solar Cells” 20th EPSEC, Barcelona, Spain, June 2005
3) J. Jeong, et al., “Enhanced Silicon Solar Cell Performance by Rapid Thermal Firing of Screen Printed Metals”, Electron Devices, IEEE 48, Issue 12 Dec. 2001, pp. 2836-2841.
4) M. M. Hilali and A. Rohatgi, “A Review and Understanding of Screen-Printed Contacts and Selective Emitter Formation”, 14th Workshop on Crystalline Silicon Solar Cells and Modules, Aug. 2004
5) J. Hoornstra, et al., “Simple, Detailed & Fast Firing Furnace temperature Profiling For Improved Efficiency” Proceedings of PV in Europe Conf., Rome Italy, 2002
For more information, please send your e-mails to pved@infothe.com.
ⓒ2011 www.interpv.net All rights reserved.
|



.jpg)
