By Dennis J. Flood
.jpg)
.jpg) Reflection occurs when light moves from a medium with one index of refraction into a second medium with a different index of refraction. Some of the light is transmitted and the rest is reflected. Reflection occurs when light moves from a medium with one index of refraction into a second medium with a different index of refraction. Some of the light is transmitted and the rest is reflected.
The amount of light reflected when the light strikes the interface at 90 degrees to the surface (so-called normal incidence) is given by

The bigger the difference of the refractive indexes of the two media, the more light is reflected. For air and a typical glass cover for a solar module, for example,

That means about 4% of the light striking an array glass cover is reflected. There are no effective remedies to reduce that amount commercially available at reasonable cost at present.
Light that is incident on an interface at other than 90 degrees is reflected from it at the same angle as the angle of incidence, as shown in the Figure 1. The formula for calculating the reflectance for off-normal incidence is given by
As an example, if θ1 = 45 degrees on an air-glass interface, the above equation gives

for the total amount of light reflected from the glass at that angle.
.jpg) According to the laws of reflection and refraction, light striking a glass surface at 45 degrees in air typically enters the glass around an angle of about 28 degrees. A typical module cross section is shown in Figure 2. It is comprised of a thick glass cover over a sheet of adhesive material over the solar cell AR coating and finally the solar cell itself. According to the laws of reflection and refraction, light striking a glass surface at 45 degrees in air typically enters the glass around an angle of about 28 degrees. A typical module cross section is shown in Figure 2. It is comprised of a thick glass cover over a sheet of adhesive material over the solar cell AR coating and finally the solar cell itself.
Part of the light reflects from each interface while part of it passes from one medium to the next. When it comes to the AR coating, things change a bit. The AR coating is made so that it is no thicker than a quarter wavelength of a chosen wavelength of light at normal incidence. When the medium is that thin, the light that reflects off the back side can usually make it back to the front interface and escape from the AR coating layer. At normal incidence, however, the reflected light goes back in exactly the same direction as it came in and the light waves cancel each other, reducing the reflectance by a large amount. For light coming in at other angles, full interference does not occur and the amount of reflection goes up according to Equation 3. This means the usual AR coating the solar cell industry uses is not effective for sun angles that are off normal.
Black silicon surfaces behave another way compared to a thin film interference AR coating. The typical (ideal) structure of a black silicon surface consists of silicon pillars with slightly trapezoidal cross sections separated by empty pores of similar but inverted cross section, as depicted in Figure 3. The depth of the pore can be controlled by the chemistry that does the etching and can range from a few tens of nanometers to a micron or more. The average dimension of the top of the silicon pillar is on the order of a few tens of nanometers, again depending on the chemistry and treatment time. Treatment times are typically on the order of a few tens of seconds to a few minutes. With black silicon, the presence of the ever narrowing holes (going from top to bottom) in the cell surface has the effect of causing the index of refraction to vary throughout the black silicon layer. This happens because part of the volume is air and part is silicon, with the ratio varying from 100% air at the top of the layer to 100% silicon at the bottom of the layer. As the light moves from the top surface into the sample, it constantly encounters a set of successive surfaces, each with an average index of refraction that varies only a little from the layer it just passed through. The result is that very little light is reflected as long as the wavelength of the incident light is approximately twice the pore depth or more. The same gradually changing index of refraction occurs whether the light is at normal incidence or not. It is important to keep in mind that the average dimension of the black silicon surface structure is well below the wavelength of the incident light. Black silicon does not reduce reflection through light trapping.
.jpg)
Looking back at Equation 3, it is easy to see that if n1 is very close to n2, the value of R will be much smaller no matter what the angle of incidence. It is this combination of reduced angular dependence of the reflected light along with very low reflectance that makes black silicon such an effective antireflection layer on a silicon solar cell.
Natcore has made steady progress toward demonstrating a repeatable process for making black silicon. Figure 4 contains images of an early wafer and one made more recently. The more recently made wafer shows significant improvement in uniformity.
Natcore has been collaborating with Nation Renewable Energy Laboratory (NREL) to demonstrate a low reflectance black silicon surface. Figure 5 shows representative data from a typical black silicon surface and illustrates the effect of pore depth on reflectance at the longer wavelengths. As mentioned, pore depth is proportional to etch time and the family of curves shown in the figure demonstrate the effect of increasing pore depth on the reflectance of the longer (ie, near band edge) wavelength light incident on the surface. The data in Figure 5 are from NREL.
It is also striking to note that the usual rise in reflectance at short wavelengths is essentially completely suppressed by a black silicon surface. Given the amount of energy in wavelengths below 450nm, the reduced reflectance in that range represents a potentially sizeable gain in light generated current compared to the standard quarter wavelength interference AR coating. Figure 6 shows reflectance data from a bare silicon wafer, an oxide coated wafer, and a wafer with a black silicon surface that has also been coated with Natcore’s LPD oxide. The suppression of reflection at the shorter wavelengths is starkly evident. (This particular LPD oxide coated black silicon wafer exhibits some unexpected oscillations in reflectance that may have been caused by a non- uniform black silicon surface, occasionally seen with our early stage samples. Better control of the process has eliminated the phenomenon.)
.jpg)
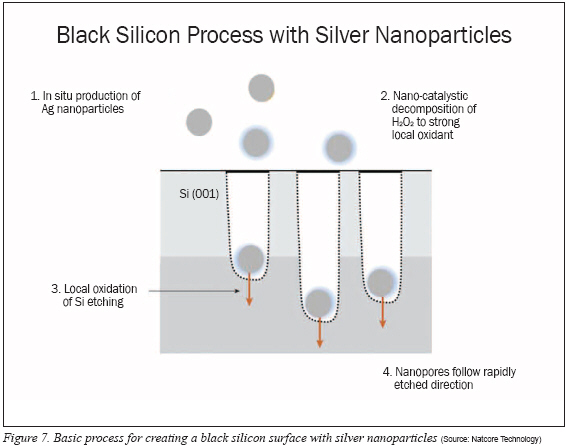
Figure 7 illustrates the basic process for creating a black silicon surface. The silver (Ag) nanoparticles serve as catalysts and enhance the effectiveness of the H2O2 to oxidize the silicon, while a mild HF concentration removes the oxide as it forms. The net effect is that the silver nanoparticle ‘drills’ its way into the surface of the silicon wafer, creating a void or pore in the silicon surface. Figure 8 is an SEM cross section image of a typical Natcore black silicon surface. The etch time to produce such a surface is less than 5 minutes.
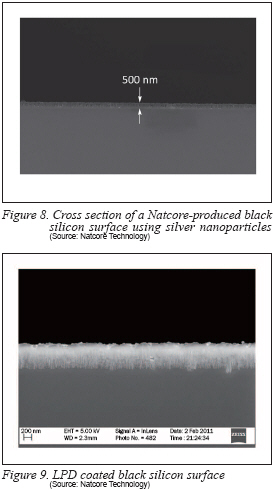 One of the pressing issues with black silicon has been an unwanted increase in the surface recombination velocity caused by the very large increase in the surface area of the wafer compared to the area of the original planar surface. Natcore has successfully addressed this issue. Figure 9 shows a black silicon surface that has been coated with Natcore’s LPD oxide. The figure shows conclusively that the oxide fills the pores and fully coats their sidewalls. One of the pressing issues with black silicon has been an unwanted increase in the surface recombination velocity caused by the very large increase in the surface area of the wafer compared to the area of the original planar surface. Natcore has successfully addressed this issue. Figure 9 shows a black silicon surface that has been coated with Natcore’s LPD oxide. The figure shows conclusively that the oxide fills the pores and fully coats their sidewalls.
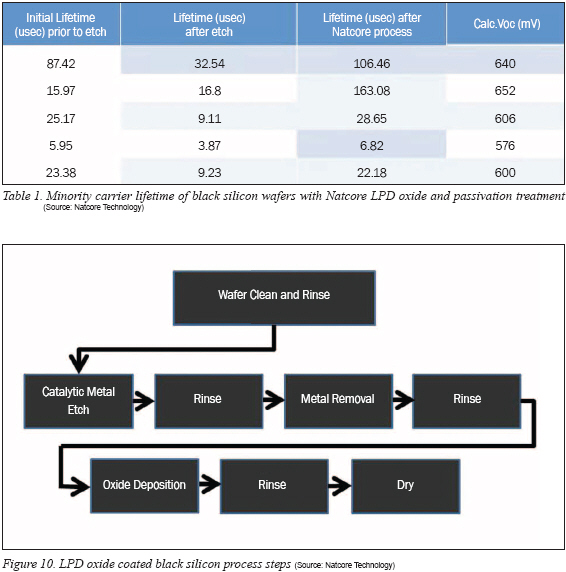
Natcore has also developed a proprietary process, using its LPD oxide, which enables passivation of the silicon surface. Table 1 shows the significant improvement in effective minority carrier lifetime that has been achieved to date.
Natcore is working with NREL to make complete solar cells using black silicon AR coatings passivated with our LPD oxide coating. Based on the increased current to be expected from the superior AR properties of the black silicon, coupled with the calculated voltage that corresponds with the best lifetime given in Table 1, cell efficiencies approaching 19% can be anticipated.
Figure 10 illustrates the simple wet chemistry process steps needed to create an LPD oxide coated black silicon surface on a silicon wafer. The dry, oxide coated, black silicon wafer can go directly to the screen printing and contact sintering steps in the cell fabrication process. Natcore has shown that the thermal processing used to fire the contacts is compatible with, and in fact can be the same as, the thermal processing needed to achieve passivation of the black silicon surface.
Natcore’s proprietary process for creating and passivating black silicon can be expected to improve the yield, increase the efficiency and lower the cost of crystalline silicon solar cells in general, as well as enable them to be produced at high yield from thinner wafers. Natcore’s patented and proprietary technology represents a significant paradigm shift in solar cell manufacturing and will bring module prices to the levels needed for grid parity by simultaneously achieving higher performance and lower cost.
Dennis J. Flood is CTO of Natcore Technology (http://www.natcoresolar.com/).
For more information, please send your e-mails to pved@infothe.com.
ⓒ2011 www.interpv.net All rights reserved.
|



.jpg)
