By Mike Boger
.jpg)
 Producing crystalline silicon substrates--whether mono- or multicrystalline--requires vacuum as part of the manufacturing process. The type of vacuum pump used, as well as the vacuum system design, can significantly impact overall manufacturing cost and environmental footprint. Producing crystalline silicon substrates--whether mono- or multicrystalline--requires vacuum as part of the manufacturing process. The type of vacuum pump used, as well as the vacuum system design, can significantly impact overall manufacturing cost and environmental footprint.
There are two different types of wafers that manufacturers produce, single- or multi-crystalline. The type of wafer drives the manufacturing tool of choice--typically either a Czochralski (CZ) crystal puller or a Directional Solidification of Silicon (DSS) furnace.
The CZ puller produces boules of single-crystal silicon that, when sliced into wafers, can be used to produce high efficiency (17 to 20%) solar cells. The manufacturing time required by this technology to produce a boule used for the solar applications is typically two days. The mass of the boule starts out at around 120 kg. It is typically less than 100 kg after it has been shaped. In contrast, a DSS furnace can process a much larger amount of silicon in the same processing time--typically 450 kg with capabilities reaching up to 800 kg--but the wafers produced from the resulting polycrystalline silicon ingot generally produce lower efficiency (13 to 16%) solar cells.
Vacuum Considerations
Vacuum considerations for both processes are similar, and typically include the actual process conditions required inside the chamber and the resultant effects on the end product, as well as issues related to base pressure, leak-tightness, pump location and associated piping, powder management and pump type. In addition, CZ pullers generally require more argon gas at a lower pressure than do DSS furnaces. Argon, chosen for its inert nature, presents particular pumping challenges because of its poor thermal conductivity.
The optimal pump type and size required for a particular application is typically a function of the level of vacuum and the speed of evacuation required. A rapid evacuation capability reduces overall processing time and cost, however, excessively quick evacuation of process chambers containing polysilicon fines can result in loss of the product into the vacuum line. Typically, however, a more rapid evacuation is preferable since rapidly bringing the chamber to base pressure expedites the start of the crystallization process. If oxygen or nitrogen leaks into the chamber during this process, the silicon can be contaminated. As a result, a low base chamber pressure is generally required to enable a rate-of-rise leak test.
Evacuation speed is typically a function of the pump’s location and the diameter of its piping. While larger diameter pipes increase system conductance, they also increase the volume of gas that needs to be evacuated. Piping size most significantly impacts the pumping speed at lower pressures. A poorly designed piping arrangement will lengthen the evacuation time. Placing the pump closer to the process chamber enables the use of a shorter pipe run, which speeds evacuation. Figure 1 shows a low vibration dry pump located very close to a crystal pulling chamber. Short runs can only be used with low-vibration pumps or, in the case of pumps with higher vibration levels, by using additional vibration damping techniques.
Pump Performance Issues
During ingot manufacturing, molten silicon generates a silicon vapor that is evacuated from the chamber by the vacuum system. When this vapor condenses in the piping and pump, it forms an abrasive powder that can degrade pump performance and increase maintenance requirements. It can also generate dangerously high temperatures by reacting with oxygen when the system is vented. Depending on process conditions, as much as a kilogram of powder may be produced during a two day process cycle. This powder can be managed either by trapping it before it enters the pump or by oxidizing it and collecting it downstream from the pump. In the case of pre-pump trapping, the efficiency of the trap must be balanced against its effects on pumping efficiency.
Powder handling capability is one of the fundamental factors that must be considered when choosing between oil-sealed rotary or piston pumps and high-performance dry pumps. In the first two types of pumps, oil is used to seal the pumping mechanism. While the initial cost of an oil-sealed pump is lower than that of a dry pump with an equivalent pumping capability; maintenance costs can mount quickly, generating a total cost of ownership that can exceed that of a dry pump. Oil-sealed pumps require frequent maintenance--sometimes as often as every two process cycles--to change the lubricating oil because of the powder that becomes trapped in it. In addition, these types of pumps must be completely overhauled as often as every month. The resulting maintenance downtime reduces productivity, and disposal of the contaminated oil increases operating cost and environmental footprint, while also presenting a potential safety hazard to maintenance personnel. While oil cleaning units can be used to reduce the frequency at which the oil must be changed, these units also increase cost due to added energy consumption and maintenance requirements.
Both rotary and piston pumps are relatively noisy and generate low frequency mechanical vibrations that are readily transmitted to the process chamber where they can impact crystal formation.
Dry Pumps: Offering a Lower Total Cost of Ownership Alternative
The maintenance, safety and cost drawbacks associated with oil-sealed pumps are leading the transition to dry vacuum pump technologies. Figure 2 shows a typical dry pump. Although the cost is higher, dry pumps often demonstrate a lower total cost of ownership, primarily due to their lower maintenance costs. They eliminate the need to change and dispose of the contaminated oil, thereby helping to minimize their environmental footprint. In addition, maintenance is required much less frequently or not at all significantly reducing total cost of ownership.
.jpg)
The powder handling capabilities of a particular dry pump design remain a critical consideration. If a powder trap is employed upstream of the pump, then the required powder handling ability will depend on the trap’s efficiency.
Compressor design should be a particular concern when choosing a dry pump for ingot manufacturing operations. Dry pumps require tight mechanical clearances, making thermal management a primary design consideration. Unless managed effectively, thermal expansion can reduce the clearance between the stator and the rotor causing the pump to seize. This is a particular concern in processes with high powder loads or those that use argon--due to that gas’s poor heat transfer characteristics.
The reliability of the rotating seals that prevent lubricating oil from the dry pump’s gearbox and drive components from contaminating the vacuum space must also be considered. If lubricating oil enters the vacuum space, it can mix with powder in the pump to form a paste that can cause the pump to fail. These seals also prevent powder from entering the gearbox where it would contaminate the bearings and decrease the operating lifetime of the pump.
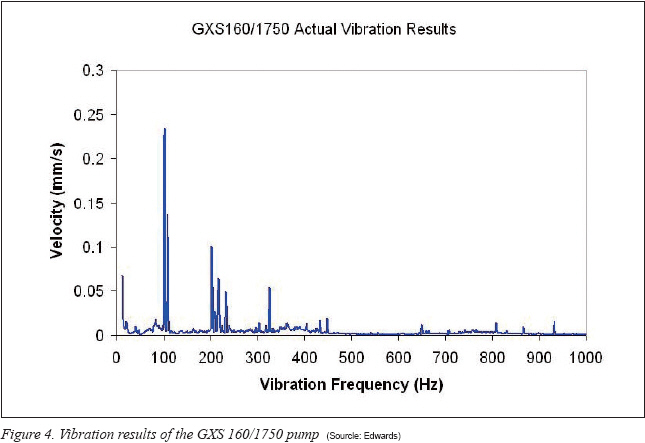
Modern dry pumps are designed for optimal energy efficiency, which helps to further reduce their operating costs and environmental impact. They typically use high-speed screws (as shown in Figure 3) or other types of pumping mechanisms that are quieter and vibrate less, allowing them to be located close the the process chamber for maximum pumping efficiency and reducing the potential danger of excessive noise to operating personnel. Figure 4 shows the low vibration levels generated by a dry pump. Their advanced thermal designs also reduce the volume of water used--when water cooling is required. Finally, they have smaller footprints than oil-lubricated pumps, helping to optimize the use of valuable fab floor space.
.jpg)
Many dry pumps also offer capabilities that enable remote monitoring of the pump’s operating parameters, such as temperature, input power, input current, and rotational frequency--a capability already widely employed in the flat panel and semiconductor industries. Remote monitoring makes it possible to assess pump maintenance requirements and reduce unplanned maintenance that can result in the loss of valuable product. Although not yet commonly used in silicon crystal manufacturing applications, performance monitoring has been demonstrated to help lower total vacuum system cost of ownership in other similar applications.
Edwards GXS screw pump provides an excellent example of the kinds of benefits dry pumps offer for silicon ingot manufacturing applications. It incorporates the features required for low operating cost and high reliability, and has excellent environmental features: noise less than 64 dB (A) without a silencer and a footprint of only 0.43 m2. Eliminating the silencer improves reliability by removing a potential unwanted powder trap. The pump’s shaft seal efficacy without the use of an inlet dust filter has been demonstrated in CZ crystal pulling applications. Such high quality seals extend pump service life and, consequently, reduce operating costs. The GXS screw dry pump has an integral booster pump that can handle 120 slm of argon at 10 Torr, uses only 4 slm of seal purge, and has an ultimate power of 4.9 kW. The pump’s powder handling capability addresses many of the handling considerations discussed earlier in this article. In addition, an on-board web server and support for a serial communication protocol provides the ability to measure operating parameters remotely, in real time.
Progress in photovoltaic device manufacturing continues to be driven by the twin imperatives of achieving cost parity with other energy production technologies and minimizing environmental impact. Since it appears, for the present, that crystalline silicon technologies will continue to dominate, the wafer manufacturing process offers one potential avenue to help advance both these goals. Decisions made regarding the choice of pump and the design of the vacuum system can significantly affect operating costs, and, therefore, the final cost of the product. The total cost of ownership--which includes the cost of energy, process tool downtime due to unplanned maintenance, potential yield loss, consumables and hazardous waste management--rather than just the initial cost of the vacuum system, provides a superior metric by which to choose the optimal vacuum pump solution for a particular application. When looked at from this perspective, it becomes clear that dry pump technologies offer greater benefits than oil-sealed pumps, and are likely to displace them in most solar applications in the near future.
Mike Boger, Ph.D., is Strategic Marketing Manager of Edwards Japan Ltd.(http://www.edwardsvacuum.com/)
For more information, please send your e-mails to pved@infothe.com.
ⓒ2011 www.interpv.net All rights reserved. |



.jpg)
