By Bob Bouchard, Derek Butland, Tim Doherty
.jpg)
Solar power leads other technologies in production of alternative energy. Sunny parts of the world with high electricity costs such as Hawaii already have achieved grid parity with this renewable power source. The next step is to further lower the cost per watt of producing electricity to bring the price of solar power for the remaining users below that of fossil fuels.
Solar power providers look to many sources for cost reduction. A major potential savings contributor is found in the cost of solar panels, as measured against the amount of electricity that the panels can generate. To remain competitive in this industry, solar cell and solar panel manufacturers must continue to innovate, finding new ways to produce a high-quality, high-efficiency product quickly and at low cost.
In the past, solar cell providers have focused their manufacturing improvement efforts on areas that traditionally yield the greatest gains. This is an obvious common sense approach, targeting upstream processes prior to contact formation steps.
Most of the upstream processes now are maturing with fewer opportunities for gains (without deploying new cell structures). Meanwhile, recent enhancements to the materials used in firing have created new possibilities for improvement in contact formation. As more and more cell manufacturers are discovering today, the newest frontier for process optimization lies in metallization.
The Evolution of a Process
.jpg) Although the basic concepts of the metallization process have not changed for decades, great strides have been made in the material handling methods used to move the wafers through the drying, firing and cooling steps. Although the basic concepts of the metallization process have not changed for decades, great strides have been made in the material handling methods used to move the wafers through the drying, firing and cooling steps.
The creation of single-belt conveyor systems for contact firing furnaces enabled application of in-line processing to the metallization process, bringing many advantages to both the solar cell manufacturer and their customers. Price competitiveness improved throughout the market. The ability to tighten process control and repeatability enhanced quality as well.
What should the next step be? Fierce competition compels manufacturers to find new ways to improve cell quality and maximize efficiency levels, optimizing the cost per watt that they can offer their customers without sacrificing their own profitability.
This pressures the process engineer as he/she tries to balance the needs of the several steps in the metallization process. At the two ends of the furnace are a drying operation and a cooling step that require extended time to complete properly; however, sandwiched between them is a firing process that science shows should be completed at high speed.
The choices are frustrating. With a traditional single-belt conveyor, one could extend the lengths of the drying and cooling sections within the furnace to give the wafers enough time in each zone, but plant managers contend that this consumes too much floor space. One could reduce the belt speed for more thorough drying and cooling, but process engineers argue that this will hurt cell efficiency by over-firing. In each case, optimization of one step compromises another.
.jpg)
A New Twist on a Proven Method
A growing number of cell manufacturers are taking advantage of a new approach: they are discovering that running separate belts in each of the three furnace sections―set at slow speeds in the drying and cooling sections with a fast-moving belt in the firing section in between--is helping them to achieve better results than ever before.
These industry leaders have learned three major lessons:
Lesson #1: Optimizing the Three Furnace Sections Independently Yields Best Cell Quality Because There Is No Compromise in Any Area
In the first section, slowing the belt speed for drying allows more complete removal of organic solvents for improved cell performance and cosmetic quality as well as enhanced process uniformity.
The solvents are an unwanted component in the co-firing process because they create impurities in the wafers that negatively impact cell efficiency.
Incomplete drying also can result in marks on the wafers left by excess moisture. This is a common problem but, often, the manufacturing engineer will not recognize it as a drying issue because the symptom emerges while the product is in the firing section. This problem will become even more prevalent with single-belt systems in the future as manufacturers run their conveyors faster and faster to achieve sharp temperature spikes, losing drying capability as the wafers go through the dryer too quickly.
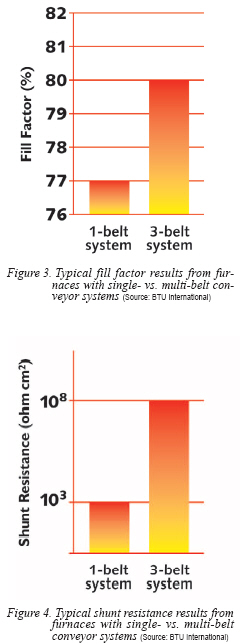
In the second section, choosing a rapid belt speed for firing creates a very narrow temperature spike with tightly-controlled peak temperatures, resulting in world-class fill factor and shunt resistance.
The traditional single-belt system also is capable of creating a sharp spike by running at high belt speed, but this choice prevents both the drying and cooling operations from completing properly because the wafers travel through all sections of the tool at the same speed.
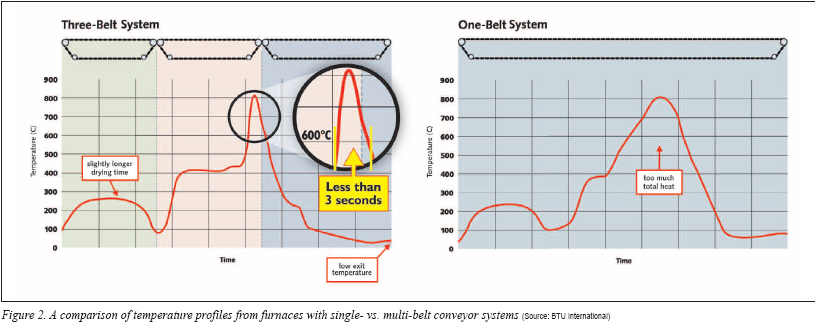
Alternatively, improving the drying and cooling functions by choosing a low belt speed on a single-belt system creates a temperature profile with a slow ramp-up, a long soak period and a slow cool down (Figure 2). This strategy uses much more total heat than is required, which can induce defects in the silicon lattice structure and damage the hydrogen passivation layer. If the wafer stays at the sintering temperature too long, the silver penetrates too deeply into the silicon, creating shunts through the emitter junction. This can limit cell efficiency or render the cell useless.
To avoid this, most cell manufacturers select a belt speed between these extremes and forego optimization of any step. Ultimately, the single-belt conveyor system forces the manufacturer to compromise between ideal firing and ideal drying and cooling.
This problem is averted in multi-belt systems by separating the belts for each section, enabling the highest belt speed in the firing section alone and optimizing both fill factor and shunt resistance.
In the third section, selecting a slow belt speed for cooling provides low exit temperatures that, in turn, give the most accurate tester readings.
Downstream of the metallization furnace, cells are sorted by in-line testers into groups with each group falling into a very narrow efficiency range. More accurate sorting makes a solar panel manufacturer better able to mix and match cells into higher-performance panels with higher market value.
Lesson #2: Optimizing the Three Furnace Sections Independently Increases Revenue and Decreases Manufacturing Costs
In addition to the quality improvements previously mentioned, optimizing conveyor belt speeds separately gives manufacturers many operational benefits that impact both the top and bottom line.
 First, independent optimization saves process development time for the furnace. Spending a few hours of extra time to assemble and program multiple belts is a worthwhile investment. Overall development time is reduced because changing a belt speed to improve the process in one section does not require performance reevaluation in the other sections and iterative adjustments. First, independent optimization saves process development time for the furnace. Spending a few hours of extra time to assemble and program multiple belts is a worthwhile investment. Overall development time is reduced because changing a belt speed to improve the process in one section does not require performance reevaluation in the other sections and iterative adjustments.
Second, slowing the drying belt speed enough to properly dry the paste reduces maintenance time and unexpected downtime.
The drying section of a furnace is designed for efficient removal and exhaust of organic solvents from pastes and for easy cleaning of the resulting residues from its surfaces during maintenance. Wafers that pass too quickly through the dryer release some of their solvents in the firing section, which is brick-lined and more difficult to clean. Residues collecting in the firing section cause increased downtime for maintenance. Independent adjustment of the section’s belt speed to allow complete removal of organic solvents in the dryer will prevent this problem.
Third, boosting the firing belt speed creates a wider process window that puts more money in the cell manufacturer’s pocket.
With single-belt systems, unintended variations in belt speed and firing temperature can cause variation in performance of cells produced because the firing step is always running near the edge of a narrow process window. These dips in performance translate into lost revenue because lower-performing cells have lower market value if sold individually. When combined with other cells into solar panels, the lower-efficiency cells reduce the overall performance of the panel and, therefore, reduce its market value.
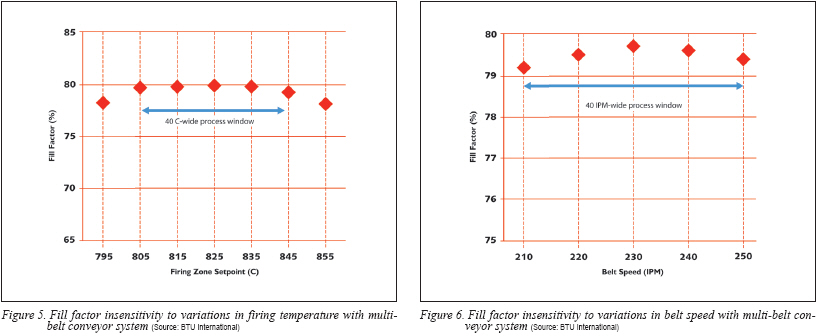
The fast ramp and cool times achievable with a three-belt system create a firing process that is much less sensitive to unintended changes in temperature and belt speed as well as minor deficiencies in other upstream steps. Setting the firing temperature and belt speed at the center of this wider process window greatly reduces variation in cell performance because the operation runs at the flattest portion of the fill factor sensitivity curves (Figures 5 and 6). A greater percentage of cells produced are at their maximum efficiency and can command the maximum market value, increasing sales revenue.
Fourth, slowing the cooling belt speed produces optimal cell exit temperatures for safe handling and accurate in-line testing without wasting design, procurement, commissioning and maintenance resources on additional cooling.
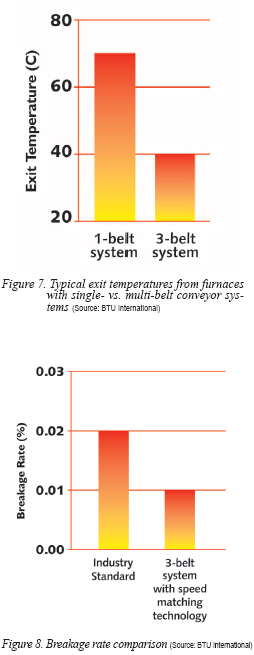
Today’s typical wafer test equipment requires product temperatures of 40°C or lower for accurate measurement of cell efficiency, but the exit temperatures of most firing furnaces hover between 60°C and 80°C. Manufacturers today use a variety of techniques to address this problem, including active cooling equipment, buffering conveyors and compensation software. A three-belt system allows the operator to independently tailor the exit temperature to meet the tester’s specification without these extra steps, saving valuable resources.
Lesson #3: Independent Optimization Can Be Achieved without Increased Breakage
 The extremely fragile nature of silicon wafers and their breakage during processing stem from a number of sources. The most obvious are the delicate crystalline structure of the material and the fact that the substrate is very thin to keep material costs to a minimum. Another is high stress within the wafer as a result of thermal processing. These factors, coupled with physical handling at batch steps, mechanical contact at the printing step and CTE issues all leave the wafers susceptible to breakage. The extremely fragile nature of silicon wafers and their breakage during processing stem from a number of sources. The most obvious are the delicate crystalline structure of the material and the fact that the substrate is very thin to keep material costs to a minimum. Another is high stress within the wafer as a result of thermal processing. These factors, coupled with physical handling at batch steps, mechanical contact at the printing step and CTE issues all leave the wafers susceptible to breakage.
Today, new engineering developments have addressed this concern.
The latest innovation in furnace conveyor system design is a unique speed-matching transfer system that creates a gentle, gradual acceleration and deceleration of wafers as they transfer from belt to belt. This design enables the safe and reliable transfer of wafers with no additional impact to breakage rates. Without this capability, multi-belt approaches can increase handling risks.
Other, more basic methods also are used to safeguard delicate wafers. Tapering the metal standoffs on each belt gives edge support only, minimizing scratches. Ensuring that the first of multiple belts is always the slowest moving eliminates damage due to overcrowding of wafers on subsequent belts.
Combined, these methods dramatically reduce breakage both at the metallization furnace and in panel assembly, which boosts profits by increasing saleable product and reducing scrap and panel rework time.
The quality enhancements, operational improvements, low breakage and other financial gains offered by multi-belt systems are very compelling and translate into lowered cost per watt for their customers. Speed-matching technology has lowered the risk of multi-belt systems to the point where widespread adoption in high-volume manufacturing is practical and favorable. Early adopters of metallization furnaces with multi-belt conveyor systems already are enjoying many benefits of their efforts.
Derek Butland is a mechanical engineer at the global headquarters of BTU International, Inc. in Billerica, MA, the U.S.A.
Bob Bouchard and Tim Doherty are Product Manager and Engineering Director at the company. BTU International is a global supplier of advanced thermal processing equipment and processes to the alternative energy and electronics manufacturing markets (www.btu.com).
REFERENCES
1) Applications Brief: “TRITANTM Performance Capabilities” (Frank Bottari, Ph.D., BTU International, Feb 2011)
2) “Rapid Metallization Paste Firing of Crystalline Silicon Solar Cells” (Paul Richter, Frank Bottari, Ph.D. and David Wong, Ph.D., BTU International, June 2011)
3) United States Patent Application: “Infrared Furnace System” Publication # US 2010/0220983 A1 (Doherty, Timothy R. et al, Sept 2, 2010)
For more information, please send your e-mails to pved@infothe.com.
ⓒ2011 www.interpv.net All rights reserved. |



.jpg)
