By Juergen Weiss

 The industry has already started embracing edge sealing with production of thin-film modules. GEROLD is a strong advocate of this concept. The industry has already started embracing edge sealing with production of thin-film modules. GEROLD is a strong advocate of this concept.
What has been learnt from past experience is that relying on customary encapsulants for protecting thin-film cells is simply not enough. This becomes particularly significant when observing the long-term effects on modules.
The introduction of butyl as desiccated edge sealant has shown immense benefits compared with traditional module assembly.
But what are the benefits that justify this additional process step? There are several points that are interconnected. The overall objective is better encapsulation properties of the module. This brings about improved cell protection, prevention of corrosion thanks to prevention of moisture vapor ingress. It may be stressed that butyl has a very low water vapor and gas permeability, significantly more favorable than with EVA or PVB.
Most welcome side-effects of improved encapsulation are improved product safety and increased module performance. Naturally, the edge-sealant reduces encapsulant size and thus material use. All these points add up to extended module life.
What Does This Mean for the TFPV Process Chain?
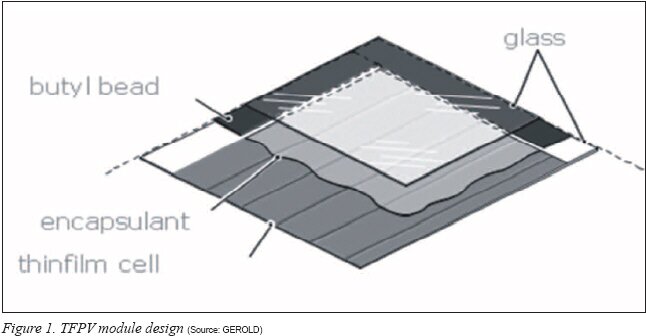
The typical design of a TFPV-module is shown in Figure 1. Edge-sealant can be applied onto the substrate or a top glass, if applicable. The surface must be properly cleaned. Field experience has shown that substrates that underwent edge deletion by laser have excellent properties for superb edge-sealing with butyl which leads to outstanding adhesion.
Put in specific work sequences, this calls for an individual station prior to module marriage with back glass or back sheet, respectively.
First introduced had been butyl tapes. Customary approaches are workstations for manual tape application or some sort of automated tape applicators (e.g., end-of-arm robot tools). However, certain pitfalls cannot be neglected.
Among those drawbacks are labor-intensity, small lots, preliminary stage preparation (i.e. extruding and liner application), complex storage, and frequent changeovers, to name the most obvious.
This is what has led to promote bulk butyl for automated edge-sealing. This is based on using ready-to-use bulk material that is dispensed onto a substrate or top glass.
There are a few global vendors that have brought bulk butyl to market. Typical lot sizes are drums of some 200l [55 gal.]. The bulk material is melted at a temperature level of 140-150°C (284-302°F) and continuously fed to a dispenser.
But First, Why Bulk Butyl Is More Favorable than Butyl Tape?
Bulk butyl in drum packaging yields better butyl utilization and allows more economic storage. On the one hand, is slashes one preparatory production step for extruding and tailoring butyl tape. On the other hand, it results in less butyl and liner scrap.
The material cost savings are obvious. One credible industry source stated that the cost savings for edge-sealant each module can amount to >40%, without even taking scrap savings into account.
Furthermore, automated bulk butyl dispense features improved accuracy, reduced cycle time, and improved automation.
In other words, bulk butyl dispense is much more cost-effective than butyl tape application.
The Edge-Sealant Geometry and Characteristics
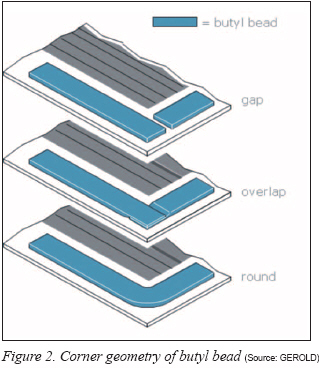 The butyl bead is of flat, rectangular shape. A typical width is 10 mm with a height of 0.7 or 0.9 mm. Industry stakeholders argue about the type of corner formation, shown in Figure 2. Whereas one group is in favor of round corners, another clearly emphasizes the importance of sharp corners with gap or butt joints. The latter fraction also embraces overlaps. The butyl bead is of flat, rectangular shape. A typical width is 10 mm with a height of 0.7 or 0.9 mm. Industry stakeholders argue about the type of corner formation, shown in Figure 2. Whereas one group is in favor of round corners, another clearly emphasizes the importance of sharp corners with gap or butt joints. The latter fraction also embraces overlaps.
What must be ruled out is a clearance of more than 2 mm in the corner which would eventually pose the risk of freezing (depending on weather pattern) and thus module damage.
Additionally, the corners must be perfectly filled after lamination but without laminator contamination.
GEROLD belongs to the fraction that favors sharp corners for these prevent said freezing, well maintain encapsulant/sealant spacing, and facilitate sound air release with lamination.
Automated Bulk Butyl Application
GEROLD introduced its HMA-system (hot-melt application) in 2010. The HMA-system automatically applies liquid butyl (hot-melt) for edge-sealing PV-modules. Typically, this applies with thin-film modules.
GEROLD’s HMA-system (Figure 3) features a drum unloader with drum redundancy. The melting temperature is >145°C (293°F).
.jpg)
The substrate enters horizontally via belt conveyor. A rigid table with centring device and vacuum serves as workstation for butyl application. Usually, one such table suffices, but a 2-table system is available, too.
Depending on system configuration, one or two dispenser(s) are utilized. The dispenser bridge is a gantry mechanism with servo-controlled X- and Y-movement. Depending on consumable and travelling path, dispensing speed reaches <600 mm [<2 ft.]/sec.
The distance between dispenser and sometimes warped substrate surface is monitored by means of laser sensor. Butyl is applied in accordance with the settings for butyl geometry and positioning.
These are set at the HMI touch screen which also features a comprehensive visualization to display the system status and relevant process data. Parameters are set to ensure repeat accurate edge-sealing with optimal bead application and high throughput.
For quality control, laser sensors monitor the butyl bead. Optionally, a vision system can be integrated to that effect.
Once processing is completed, the substrate is advanced downstream. Handshakes with upstream and downstream equipment are made by means of bus system (Profibus) or Ethernet. Optionally, the system can be connected to a MES. Of course, the HMA-system features VPN-remote servicing.
Augmented Process--More Than the Sum of Its Parts
A value-add feature is available when adding encapsulant sheeting and lay-up to bulk butyl dispense, both being incorporated in the HMA+-system (Figure 4). This is sequentially performed when upgrading the HMA-system accordingly.

The encapsulant is fed from a roll and automatically placed onto a cutting table where it is sheeted with perpendicular and longitudinal cuts. Even punching for contact tab feed-through holes is performed, if applicable.
A repeat-accurate pick-and-place device transfers the sheeted encapsulant onto a centered substrate and places it into the butyl frame. Usually, the spacing between encapsulant and butyl is some 1.5 mm +/-0.5 mm.
Even marriage of glass-glass-modules can be incorporated into the production cell as a third process step, thus creating the HMA++-system (Figure 4 and 5).
Line tact time governs whether this is performed in the same station as encapsulant lay-up or in a third back-to-back station.
It has been pointed out that edge-sealing of thin-film modules has a tremendous impact on module efficiency (long-term stability), cost per watt, and module life. It has also been explained why bulk butyl application is the most rewarding way of process implementation.
Furthermore, we have highlighted that proper automation can boost module quality and drive down cost per watt. GEROLD’s answer to this is the introduction of a unique way to augment the core process of bulk butyl application with sheeting & lay-up, and module assembly.
This culminates in a synergetic production cell for sound integration. Labor is minimized, and limited to setup, change of consumables and regular maintenance work.
Occupied footprint is kept at a minimum with this perfectly synchronized production cell. GEROLD strongly encourages adopting edge-sealing with TFPV-module production to further the benefits this can bring to the industry.
Juergen Weiss joined Maschinenbau GEROLD GmbH & Co. KG (www.gerold-mb.com) in 1998. Since 2002, the graduate in Business Administration has been Commercial Director and Authorized Officer of the company. Besides this, he is responsible for Marketing.
For more information, please send your e-mails to pved@infothe.com.
ⓒ2011 www.interpv.net All rights reserved. |



.jpg)
