By Dr. Marco Lentjes
.jpg)
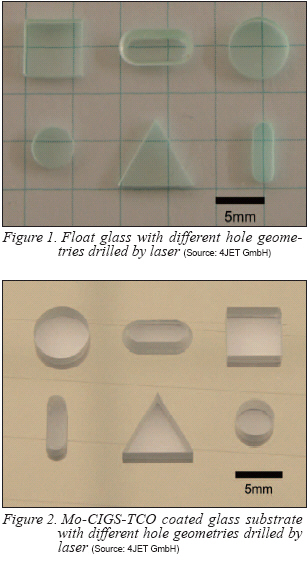
 Drilled holes are needed to feed the wires connected to the bus bars through the glass to the backside of the panels. At the backside of the panel, these wires are connected to a junction box or just to connectors. Depending on the thin film layer structure (CdTe, a-Si/μ-Si, CIGS), the holes are drilled through the cover or through the coated substrate glass. Both variants are possible by laser drilling as described in this paper. Figure 1 and Figure 2 show diverse geometries drilled by laser into float glass and into a coated glass substrate. Due to the flexible technique, various three dimensional shapes are feasible like rectangles with conical edges. Drilled holes are needed to feed the wires connected to the bus bars through the glass to the backside of the panels. At the backside of the panel, these wires are connected to a junction box or just to connectors. Depending on the thin film layer structure (CdTe, a-Si/μ-Si, CIGS), the holes are drilled through the cover or through the coated substrate glass. Both variants are possible by laser drilling as described in this paper. Figure 1 and Figure 2 show diverse geometries drilled by laser into float glass and into a coated glass substrate. Due to the flexible technique, various three dimensional shapes are feasible like rectangles with conical edges.
Advantage of Laser Drilling
 Conventional methods to drill holes into solar glass are mechanical drilling and sand blasting. Both techniques are non- contact methods inducing stress to the substrate during the process. Mechanical drilling often needs a liquid to cool and lubricate the drilling process which has to be followed by a washing process. In case of sand blasting, the geometry mask has to be changed frequently (<50 panels) since the sand grains are very aggressive to the mask. This leads to varying hole geometries during production. The size and shape of hole 1 will be different as the shape of hole 20 blasted through the same mask. Conventional methods to drill holes into solar glass are mechanical drilling and sand blasting. Both techniques are non- contact methods inducing stress to the substrate during the process. Mechanical drilling often needs a liquid to cool and lubricate the drilling process which has to be followed by a washing process. In case of sand blasting, the geometry mask has to be changed frequently (<50 panels) since the sand grains are very aggressive to the mask. This leads to varying hole geometries during production. The size and shape of hole 1 will be different as the shape of hole 20 blasted through the same mask.
The laser has the advantage that it is a contact free and dry method inducing minor mechanical stress to the glass substrate. Laser drilling does not effort any post processing like washing. Further advantages are the facts that the laser drilling process is highly reproducible, the process is stable and the shapes of the holes are freely programmable.
From the economical point of view, the initial investment for a laser drilling system is higher than the investment for a mechanical or sandblasting system. However, the total cost of ownership is lower than the cost of ownership for mechanical drilling or sandblasting systems. This advantage will pay back the investment during mass production. The laser glass drilling system needs low-maintenance and has almost no consumable parts in comparison to the other two methods.
Process Principle
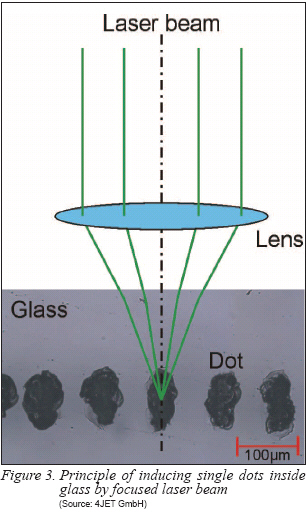 At low intensities, glass is transparent for visible wavelengths. This enables focusing of green laser light inside bulk glass. However, if the intensity exceeds the threshold for non-linear absorption (range of GW/cm²) the glass starts to absorb the laser light. In our process, the intensity exceeds this threshold in the focal area and the light is transferred into heat. This leads to melting and evaporation of a small amount of glass. Due to the stress induced by the melting and evaporation process, micro dots with a size of approximately, 100μm occur (Figure 3). To achieve the needed intensity for non-linear absorption, 4JET uses a green short pulse diode pumped solid state lasers with high beam quality. At low intensities, glass is transparent for visible wavelengths. This enables focusing of green laser light inside bulk glass. However, if the intensity exceeds the threshold for non-linear absorption (range of GW/cm²) the glass starts to absorb the laser light. In our process, the intensity exceeds this threshold in the focal area and the light is transferred into heat. This leads to melting and evaporation of a small amount of glass. Due to the stress induced by the melting and evaporation process, micro dots with a size of approximately, 100μm occur (Figure 3). To achieve the needed intensity for non-linear absorption, 4JET uses a green short pulse diode pumped solid state lasers with high beam quality.
The next step to a drilled through-hole is lining-up overlapping multiple single dots, layer by layer (Figure 4). For spatial movement of the focus a scanner with focus shifter is used. The process direction is from the underside of the glass to the upside of the glass. The distance between the single dots is one of the key-parameters of the laser drilling process and is defined by the speed of the scanner and the frequency of the laser. One layer consists of multiple contours with a spatial distance (dc) as shown in Figure 4 top view. The number of layers is defined by the thickness (t) of the glass and the optimal distance between the single layers (dl).
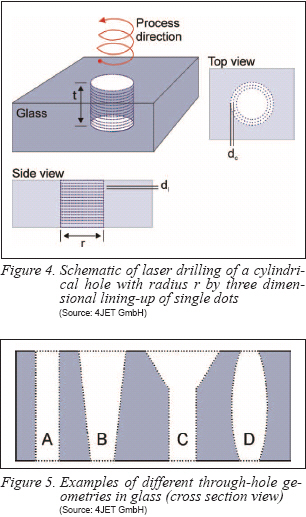 This layer wise flexible ablation process allows the creation of endless hole geometries by free spatial placement of dots inside the glass substrate. For example, a conic shape hole can be drilled by starting with small circles at the underside of the glass and ending with larger circles at the upside of the glass (Figure 5 B). Holes with a high aspect ratio (Figure 5 A) and holes with changing cross sections (Figure 5 C & D) are other possibilities of this drilling method. This layer wise flexible ablation process allows the creation of endless hole geometries by free spatial placement of dots inside the glass substrate. For example, a conic shape hole can be drilled by starting with small circles at the underside of the glass and ending with larger circles at the upside of the glass (Figure 5 B). Holes with a high aspect ratio (Figure 5 A) and holes with changing cross sections (Figure 5 C & D) are other possibilities of this drilling method.
In case there is a coating on top of the glass (e.g., CIGS solar panel), this coating has to be removed before drilling. Local removing of the coating can be done by the drilling laser as well.
Processable Glass Types
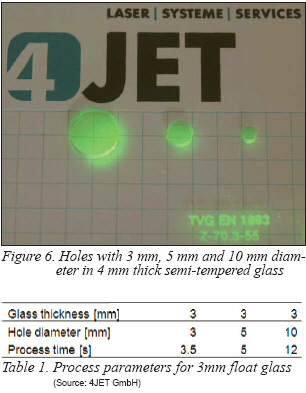
The method described in this paper can be used to process float glass with various thicknesses at high speed and with high quality. Table 1 shows the time needed for cylindrical holes with different diameters through 3 mm float glass.
Unique is the possibility to drill holes into semi-tempered glass which is not feasible with conventional techniques (Figure 6). Conventional methods induce stress to the substrate which results in breakage of the glass.
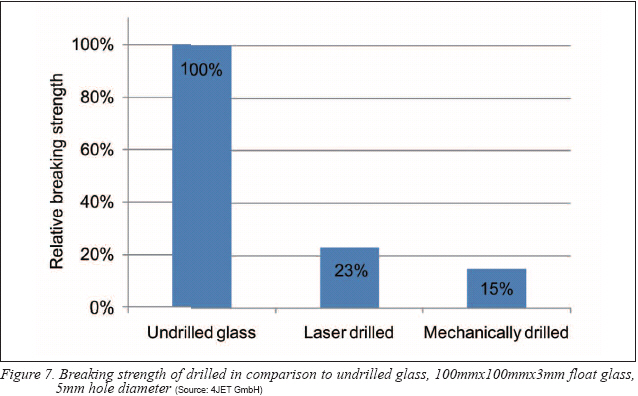
Tests demonstrated that the breaking strength of glass with laser drilled holes is higher than glass with mechanical drilled holes. Figure 7 shows the relative breaking strength of laser and mechanically drilled glass in comparison to undrilled float glass.
System Description
4JET’s laser drilling systems are custom configurable as stand-alone system or available as submodule of 4JET’s thin-film processing line. The stand-alone system can be easily integrated into a production line and equipped with or without conveyer belt. The drilling system is provided with user friendly software which enables programming of different hole geometries by the user.
Dr. Marco Lentjes is Account Manager Solar/Thin Films at 4JET GmbH (www.4jet.de). He studied Engineering Physics at the Rijswijk University and graduated with a specialization in photonics. He received his doctor’s degree for his work on ‘Controlled Laser Cleaning of Artworks via Low resolution Plasma Spectroscopy and Linear Correlation’ from the University of Twente in the Netherlands.
For more information, please send your e-mails to pved@infothe.com.
ⓒ2011 www.interpv.net All rights reserved. |



.jpg)
