
By Yun Luo, Jose Ignacio Fidalgo MartInez, Ryan T. Tucker, Sean Ferrigan, Ronald F.M. Lange
.jpg)
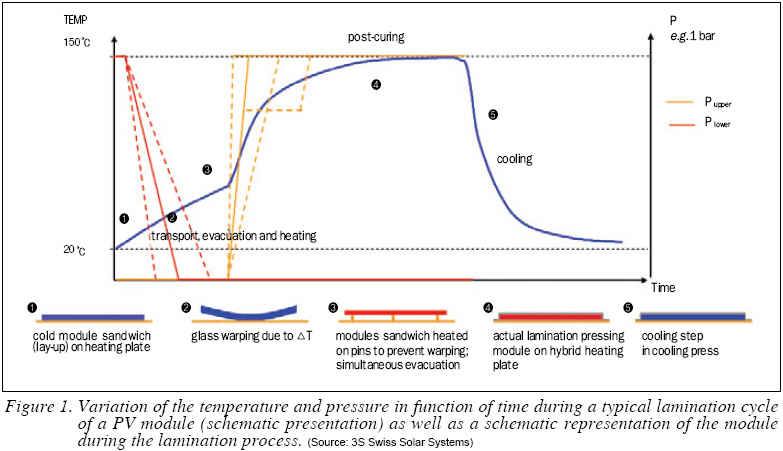
Usually, the encapsulation or lamination of PV modules is carried out by using a so-called flat-bed laminator2), 3), 4). For laminating PV modules with most commonly used layup, usually consisting of a 3 or 4 mm glass plate, an encapsulant (mostly EVA-based), crystalline cells and a polymeric backsheet, the typical temperature evolution in the encapsulant is shown in Figure 1. From the figure, we can see that the basic steps in a lamination process include: homogeneous heating of the module layup to reach the processing temperature of the encapsulant, pre-sealing of the module layup, post-curing of the encapsulant to ensure a stable laminate with a lifetime exceeding 25 years and finally a controlled cooling step. To increase the PV module output as well as to increase the quality of the PV modules, the heating and the cooling steps are very often separated and realized in a two-chamber encapsulation process5).
EVA, the Desicive Material in Lamination Process Optimization
Most flat-bed laminators used today use one heating processing chamber. The batch time is mainly decided by the heating plate temperature in this heating processing chamber where the module is heated, pre-sealed and post-cured. Thus, the maximum processing temperature, which is usually limited by the thermal stability of the materials used in the PV module lay-up, is the main limiting parameter in the optimization of module production cycle time. The encapsulant is a decisive factor for the thermal process during the lamination. The most generally used encapsulant today is a random copolymer of poly (Ethylene Vinyl Acetate) or EVA. Based on the additive package, the EVA grades are classified as standard-, fast-, or ultra-fast cure. In this study various commercially available ultra-fast cure EVA grades, EVA-1--5, have been tested6). The focus is on EVA-1 showing exceptional photothermal stability (Figure 2) and provides the necessary UV protection for all module configurations.

Comparison of Various EVA Grades
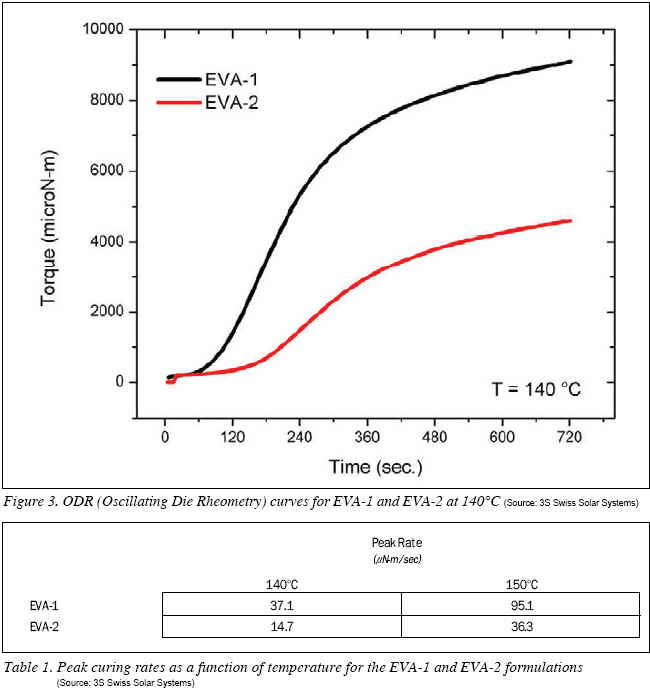
Next to the excellent stability towards discolouration, an additional characteristic of EVA-1 is that the targeted gel content levels will be achieved in less time and/or lower temperatures compared to existing fast curing formulations. Figure 3 compares oscillating die rheometry (ODR) of EVA-1 and EVA-2 at 140°C. The ODR rheometer measures the shear modulus (i.e. torque) as a function of time at a set temperature during the crosslinking of a polymer. Torque development is a function of crosslink density; as the polymer crosslinks, the resistance to shear (measured as torque) increases. As one can see, EVA-1 has a much more robust curing behavior versus EVA-2. Calculated peak curing rates (Table 1) further demonstrate the faster curing kinetics found in EVA-1.
Lamination Process Optimization by Using EVA-1
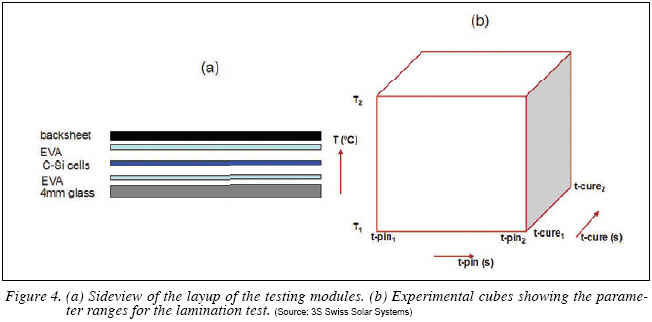
The lamination behavior of EVA-1 has been investigated using a commercially available flat-bed laminator7). The processing optimization was based on traditionally ‘60 cell module lay-ups’ consisting of a 4mm glass plate, two layers of EVA-1 sandwiching the multi-crystalline cells, and a polymeric backsheet, as shown in Figure 4a. Three critical parameters were chosen to vary during the lamination tests, respectively (see Figure 4b):
-Temperature T in the heating processing chamber, varying from T1 to T2
-Gentle heating/pumping time on pins t-pin, varying from t-pin1 to t-pin2
-Heating time t-cure when modules are pressed onto the heating plate during curing, varying from t-cure1 to t-cure2
By varying the above mentioned parameters, 11 experiments were carried out, which correspond to the 8 corners and 3 redundant middle points in the sketched cube in Figure 4b. Note that although the experiments were performed within the cube as illustrated in Figure 4b, the analysis region can be slightly larger than this region.
After lamination, six criteria were used in the quality control of the resulting modules, including: number of bubbles, EVA cross-linking density, cell-breakage during lamination process, cell shifting, and adhesion strength between EVA/glass and EVA/backsheet on a 1 cm wide stripe8).
Analyzing the Laminated PV Modules
Analyses of the laminated PV modules show that within the testing parameter ranges, neither bubbles, nor cell breakage nor cell shifting were observed for all the modules.
For the values of EVA gel-content after lamination, the heating plate temperature and the curing duration have strong influence. On the contrary, the duration of heating on pins doesn’t influence much the gel-content. That means, the cross-linking reaction starts after the gentle heating/ pumping time on pins when encapsulant reaches a relatively high temperature, i.e., above 60°C.
For the results of the adhesion between both EVA/glass and EVA/backsheet, all the three parameters, heating plate temperature, duration of the gentle heating/pumping time on pins, and duration of curing, play a non-negligible role. This indicates that the adhesion reaction starts already during the gentle heating step when the temperature in the encapsulant is relatively low, i.e., below 60°C.
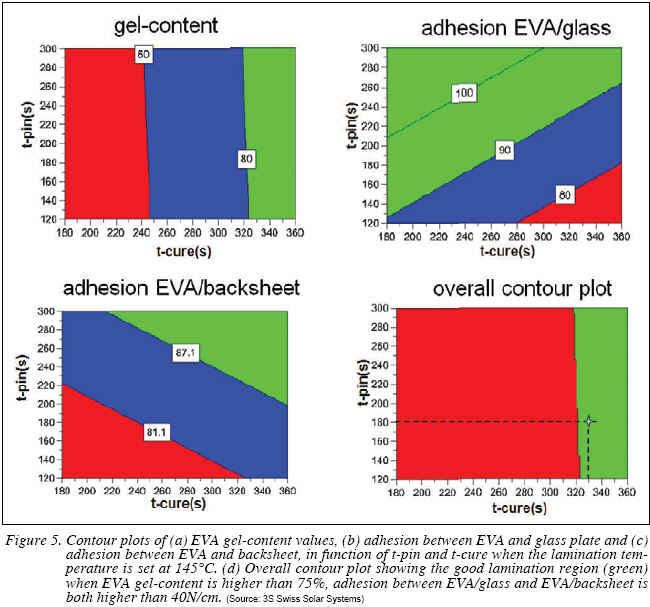
As a straightforward way to present the experimental results, contour plots can be exploited to show the evolution trends of the experimental results in function of the different examined parameters. As depicted in Figure 5, three most important quantitative criteria after lamination when heating plate temperature is set to be 145°C, respectively EVA gel-content (Figure 5a), adhesion between EVA/glass (Figure 5b) and adhesion between EVA/backsheet (Figure 5c), are plotted in function of the t-pin and t-cure in the experimental region.
Looking at the plots in more detail, the behavior of the gel-content is as expected. The duration of t-pin has very little influence on the gel-content when the duration of t-cure has dominant influence. However, the values of t-pin should be carefully selected during a lamination procedure. A too short value of t-pin might lead to formation of bubbles and cell breakage in the final laminates because EVA encapsulant is not relaxed and soft enough after the pre-heating process before curing starts. A too long value of t-pin is not appreciated in the lamination process as well because certain volatile additives in EVA might evaporate and thus makes the following curing process more complex.
The adhesion of EVA on both glass and backsheet sides is influenced equally by the values of t-pin and t-cure. However, the value of t-cure influences the adhesion between EVA/glass and EVA/backsheet differently, indicating different functional mechanism of the corresponding adhesion additives.
Based on the combined contour plots giving a wealth of information about the relations and interdependencies of the different temperatures, t-pin and t-cure times, lamination recipes can be flexibly chosen from the user-defined criteria. For example, if the following criteria are applied to a ‘good module’ gel-content ≥ 75%, adhesion on both EVA/glass and EVA/backsheet ≥ 40N/cm (as indicated by the star in figure 5d), a world-record lamination recipe on a traditionally used flat-bed laminator with a cycle time of 8.5 min can be obtained according to the experimental results. This exciting result is obtained by combining extensive process know-how together with an optimised encapsulant9).
In conclusion, by a combination of systematic study of the critical parameters and the use of a new encapsulant, the lamination process can be greatly optimized. As an example, using EVA-1 as encapsulant in PV module encapsulation, combined with a high-quality flat-bed laminator, the cycle time of PV module batch production can be greatly reduced to 8.5 minutes, resulting in a significant increase of PV module output.
REFERENCES
1) A. W. Czanderna, F.J. Pern (1996) Solar Energy Materials and Solar cells 43: 101-181
2) A. El Amrani, A. Mahrane, F. Y. Moussa, Y. Boukennous (2007) Solar Module Fabrication. International Journal of Photoenergy, Article ID 27610
3) J. Zahnd, C. Boos, Machine for the production of sheet elements from composite material. WO2006128699
4) R.F.M. Lange, Y. Luo, R. Polo, J. Zahnd, Progress in Photovoltaics: Research and Applications, doi=10.1002_pip993
5) The controlled cooling of the processed laminate using a cooling press was introduced by 3S in 2001
6) Legenda EVA grades used in this study: EVA-1 Photocap® 15455P/UF, representing STR’s latest offering in ultra fast-curing encapsulants; EVA-2 Photocap® 15420P/UF; EVA-3 Photocap® 15295P/UF; EVA-4 competitor-1; EVA-5 competitor 2
7) The lamination experiments were performed on a 3S S3622CP machine
8) Gel content measurements have been performed using the commonly used Soxhlet extraction method.
9) In a three-chamber flat bed laminator, the lamination cycle time can be even further reduced to 4.5 min; see Y. Luo, R.F.M. Lange, J.I.F. Martnez (2010) Global Solar Technology 3: 14-16.
Yun Luo is Project Manager at 3S Swiss Solar Systems.
Jos Ignacio Fidalgo Martnez is Technical Department Manager at Specialized Technology Resources Espaa S.A.
Ryan T. Tucker is Global Technology Manager at Specialized Technology Resources, Inc., USA.
Sean Ferrigan is Polymer Scientist at Specialized Technology Resources, Inc., USA.
Ronald Lange is former Chief Innovation Officer at 3S Swiss Solar Systems and Founder of 9-om.
For more information, please send your e-mails to pved@infothe.com.
ⓒ2010 www.interpv.net All rights reserved.
|



.jpg)
